油品蒸发损耗的五大危害
影响健康
对中枢神经系统的麻醉作用/对皮肤黏膜的刺激作用/去脂作用,使细胞内脂质平衡发生障碍,引起皮炎和湿疹/长期接触苯蒸汽可诱发白血病、染色体失常和造血机能异常等症状。
浪费能源
按A类地区估算汽油损耗,不计油船(全按铁路罐车和汽车罐车)的装车和运输损耗,不计输转损耗和灌桶损耗。油库储罐全按浮顶罐计,加油站储罐全按隐蔽罐计;按铁路装车一次、铁路运输(<500km)一次、铁路卸车一次(浮顶罐)、浮顶罐储存、汽车罐车装车一次、汽车罐车公路(<50km计)运输一次、汽车罐车加油站卸车一次、加油站储油罐储存及零售加油机一次。估算总损耗为:铁路罐车装车损耗率 + 铁路运输损耗率 + 铁路卸车损耗率(浮顶罐) + 浮顶罐储存损耗率 + 汽车罐车装车损耗率 + 汽车罐车运输损耗率 + 汽车罐车卸车损耗率(其他罐) + 加油站储油罐储存损耗率 + 零售损耗率(加油机付油)= 0.17% + 0.16% + 0.01% + 0.01% + 0.10% + 0.01% + 0.23% + 0.01% + 0.29% = 0.99% ≈ 1%
污染环境
对大气环境的污染(城市光化学烟雾)/对地下土壤和水源的污染。
影响油品质量
以汽油为例,随着轻组分的蒸发,汽油的初馏点和10%点升高,蒸汽压下降,启动性能变差;辛烷值降低,蒸发温度亦上升,汽油在发动机内燃烧时抗爆性变差,加速汽油氧化,增加汽油胶质;航空汽油在其蒸发损耗率达到1.2%时,初馏点升高3℃,蒸汽压下降20%,辛烷值降低0.5单位。
影响安全生产
汽油等轻质油品具有易挥发、易爆燃、易泄漏、易聚集静电荷等特性,极易发生爆炸或火灾事故,造成生命和财产的重大损失。
油气排放污染控制三大类技术
1)油气燃烧-油气破坏系统(热氧化法),通过燃烧破坏污染物的结构,排放的燃烧产物以CO2和水蒸气为主;
2)油气回收系统,回收污染物并将其返回到原始的、可再利用状态;
3)油气平衡系统,将被污染的气体在转移过程中被置换到一个固定体积的存储容器内。
油气回收与排放控制系统五种单元处理技术
· 吸附法
技术原理:
吸附过程是指多孔固体吸附剂与流体相(液体或气体)相接触,流体相中的单一或多种溶质向多孔固体颗粒表面选择性传递,积累于多孔固体吸附剂表面的过程。类似的逆向操作称之为解吸过程,它可以使已吸附于多孔固体吸附剂表面的各类溶质有选择性地脱出。
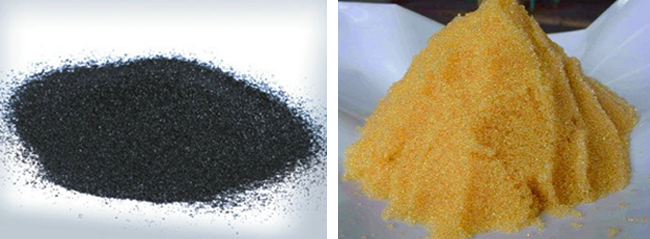
吸附法油气回收原理,是利用油气-空气混合气体中各组分与吸附剂之间结合力强弱的差别,使难吸附的空气组分与易吸附的油气组分分离,然后再将吸附剂解吸下来的油气进行回收的方法。目前常用的吸附剂为活性炭和树脂。
工艺流程:
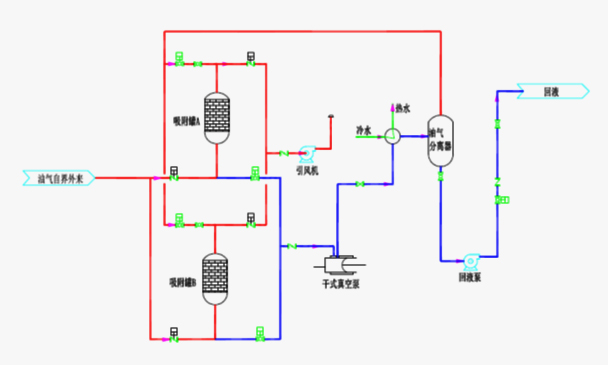
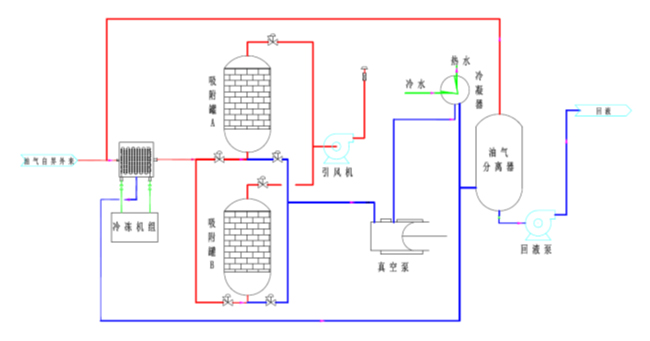
威朗德开发的WLDBVR-AD系列吸附法油气回收装置, 由两个交替吸附和脱附的吸附罐组成,采用变压吸附流程。活性炭的再生通过一个真空泵提供的减压过程来完成。再生过程中,从活性炭床解吸下来的油气,先在真空泵中被压缩,后进入换热器,经换热器将温度降低后,油气冷凝成液态进入中间油气分离罐进行回收。
主要设备:
装置主要配置:吸附罐、真空泵、换热器、油气分离罐、回液泵、电气及控制系统等。
技术特点:
优点:能够很好的控制尾气排放浓度。
缺点:
1)活性炭的吸附热效应会带来安全隐患;
2)直接吸附高浓度油气时吸附剂(活性炭)承载负荷大、用量多,造成吸附罐体积庞大;
3)脱附油气的过程需二次工艺。
应用领域:
低浓度有机物吸附分离。
· 冷凝法
技术原理:
冷凝法油气回收技术是利用油气组分(不同烃类物质)在不同温度和压力下具有不同的饱和蒸汽压这一性质,采用降低系统温度或提高系统压力,使烃类组分凝结并从中分离出来。
在冷凝过程中,被冷凝物质仅分发生物理变化而化学性质不变,因此可以直观地看到,还可直接回收利用,免去二次处理工艺。冷凝法在理论上可以达到很高的净化程度,但对有害物质要求控制到10-6量级(体积分数)时的操作费用太高。
工艺流程:
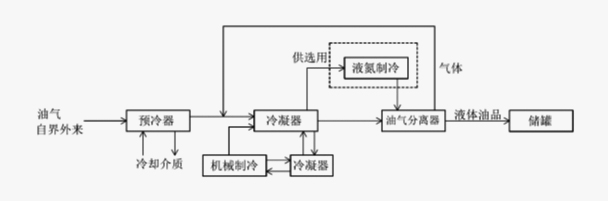
WLDBVR-CD系列冷凝法油气回收装置的冷凝温度依据不同的油气组分和回收要求按预冷、一级制冷、二级制冷等步骤实现。影响油气回收率的主要参数是冷凝温度,且确定冷凝温度降为-80℃以下时油气回收率可达国家规定的95%以上(针对具体的工程,根据油气的组成、对回收率的要求、尾气排放浓度限值等因素综合确定油气的冷却温度)。若装置设计为一步制冷,油气直接从20℃降为-80℃,则压缩机制冷压差过大,对压缩机的要求很高,且冷凝装置总能耗也会非常高。因此,宜设计为三阶段制冷工艺:第一阶段为预冷,冷凝温度设计为4℃,目的是将油气中的水蒸气冷凝下来,从而使进入低温冷凝器的油气状态标准化(一致),可减少回收装置的运行能耗,此时小部分碳原子数较大的烃组分也会冷凝下来;第三阶段冷凝温度设计为-80℃,以确保95%以上的油气回收率;此外,设计加入第二阶段冷凝温度,使冷凝装置总能耗控制在较低水平。
主要设备:
装置主要配置:预冷器、冷凝器、机械制冷装置、油气分离器等
技术特点:
优势:
1)冷凝法油气回收法可于常压下直接冷凝,受外界温度、压力的影响小,也不受气液比的的影响,回收效果稳定,特别适用于高温、高湿、高浓度的场合;
2)工作温度皆低于油气各成分的闪点,安全性好;
3)工艺流程短,工艺过程简单,油气接入设备入口即可实将油气冷凝成液体,不需要其他中间步骤,易于操作和维修;操作弹性大;
4)占地面积小;
5)无二次污染,回收物可直接出售或利用。
缺点:
对有害物质要求控制到10-6量级(体积分数)时,需要极低的冷却温度,操作费用太高。
应用范围:
几乎所有VOCs气体的单物料,以及在低温下不互相反应的混合物料。
· 吸收法
技术原理:
吸收是根据混合气体各组分在同一种液体溶剂中物理溶解度或化学反应活性不同,而将气体混合物分离的过程。吸收操作本质上是混合气体组分从气相到液相的相间传质过程。所用的液体溶剂称为吸收剂,混合气体中能显著溶于液体溶剂的组分称为溶质,几乎不溶解的组分称为惰性组分或惰气,吸收后得到的溶液称为吸收液,吸收后的余留气体称为吸收尾气或净化气。
工艺流程:
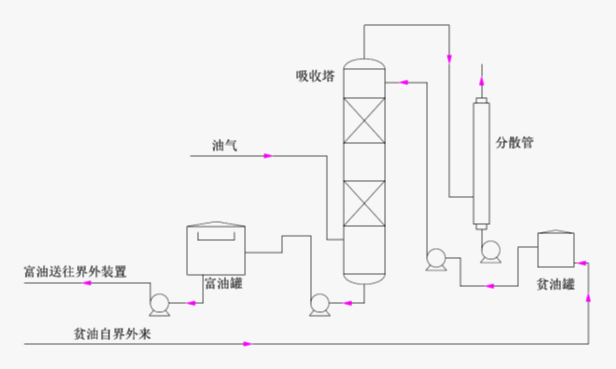
WLDBVR-AB系列吸收法油气回收装置所采用的吸收剂根据项目实施地的实际情况,就地取材,减少吸收剂消耗与再生费用。下面以汽油为吸收剂简要介绍该技术。油气经集气管送入汽油吸收塔塔底,油气上升通过填料层,与塔顶来的汽油充分逆流接触进行传质,C3以上的烃大部分被汽油吸收;塔顶尾气经分散管稀释后高空排放,排放到空气中的油气含量≤4%(体积分数)。吸收了油气的富轻柴油经塔底汇集到富油罐,最终送往油库或炼化装置。
主要设备:
依据不同的设计吸收法油气回收主要装置有吸收塔、解吸塔、贫油/富油/吸收剂输送泵、贫油/富油/吸收剂储罐、解吸设备(如真空泵)等。
技术特点:
优点:
1)工艺流程简单,易实现;
2)吸收剂可根据项目实际情况就地选取(如贫油),回收后的油气,可直接送入装置使用(如富油);
3)装置占地面积小,操作方便。
缺点:
1)油气回收率低;
2)尾气排放浓度高;
3)有时解吸过程较复杂。
应用范围:
油库、炼厂等贫油取材方便及对排放指标要求不高的场合。
· 膜分离法
技术原理:
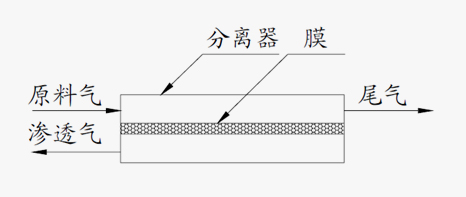
气体渗透膜是将膜与原料气接触,在膜两侧压力差的驱动下,气体分子透过膜的现象。膜法油气回收装置,是采用膜分离法将收发油过程中产生的油气进行回收的一种措施,其原理基于膜对气体的渗透性,利用一定压力下的混合气体中各组分在膜中具有不同的渗透速率而实现分离。
与吸收、吸附、冷凝法油气回收相比,膜分离气体混合物是一种更简单有效的技术,尤其是随着许多性能优异的高分子膜和无机膜的不断开发成功,膜法气体分离已成为更有效、更经济的新型分离技术。
工艺流程:
膜分离技术应用在不同场合要求有不同的工艺流程设计。膜分离有机蒸汽回收系统主要由膜分离系统及有机蒸汽回收系统组成,对组分复杂的原料气或者膜分离后排放尾气浓度要求非常低时,再加后处理系统,如吸附过程或催化燃烧过程。
主要设备:
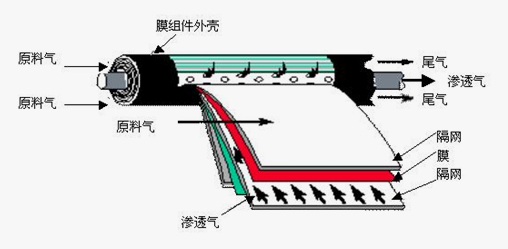
各种膜分离装置主要包括膜组件、泵机组(压缩机机组、真空泵机组)、过滤器、阀门、仪表和管路等。气体膜分离在具体应用时,必须将其装配成各种膜组件。膜组件是将膜以某种形式组装在一个基本单元设备内,然后在外界推动力下实现对混合物中各组分分离的器件。膜组件又称膜分离器。在膜分离的工业装置中,根据生产需要,可设置数个甚至数百个膜组件。
用于气体分离的聚合物膜组件主要有平板式、管式和中空纤维式三大类。威朗德可根据用户的具体需求采用德国GKSS研究中心、美国MTR公司和日本Nitto公司的有机蒸汽回收专用膜组件,进行系统集成设计。
技术特点:
优点:
1)多数膜分离过程中组分不发生相变化,能耗低;
2)膜分离过程在常温下进行;
3)可分离共沸物和沸点相近的组分;
4)以压差为推动力,装置简单,操作方便。
缺点:
1)膜组件目前尚未国产化,价格较高,且使用寿命低,导致操作费用较高;
2)膜分离过程只是一个浓缩的过程,不能将油气和空气分开。
应用范围:
在实际的使用过程中,采用膜分离过程与冷凝、吸附、吸收等工艺集成耦合才能形成比较有效的技术经济性。
油气回收与排放控制系统集成工艺
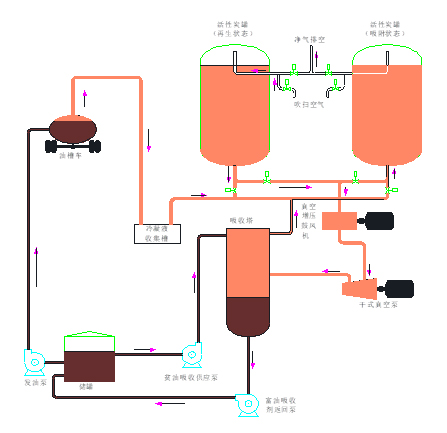
· 冷凝+吸附集成油气回收及排放控制技术
技术原理:
冷凝+吸附集成油气回收技术,本技术采取低温冷凝+吸附集成工艺,先将油气和空气的混合气体冷凝,使油气的绝大部分由气态转变为液态,实现直接回收利用。然后再采用吸附法,对油气进行二次处理,使处理后的空气达到或者优于国内排放标准。
目前该技术已在中国石油独山子石化分公司每小时12000立方处理量油气回收装置上获得成功应用,取得了良好的社会效益和经济效益。
工艺流程:
冷凝过程:根据油气中的组分情况,确定冷凝温度,使其中大于90%的油气在组分冷凝为液态回收,降低吸附工序的负荷。比如对于汽油油气,冷凝温度设为-35℃,这样经过深度冷凝后,汽油油气中的C3以上组分基本被完全冷凝成液态回收,油气中的C4以上组分也有部分被冷凝成液态回收,油气脱除率大于90%。
吸附过程:油气从吸附罐下端的入口阀进入吸附器内,经过床层上的吸附剂,从吸附罐顶端出来排入大气,此过程中油气经过达到净化的目的,油气中非甲烷烃类油气浓度可降到10g/m3以下,油气中三苯也达到排放指标,通过排放筒排出。
解吸过程:解吸是将吸附在吸附剂中的油气组分解吸出来,解吸的基本原理是降低吸附剂床层的压力,通过真空泵使非甲烷烃类从吸附剂的孔隙结构中分离出来。
冷凝回收过程:通过真空泵后,被解吸的油气组分进入换热器冷凝后变成液态进入油气分离罐,液态烃用泵回收,气相返回冷凝装置入口继续循环处理。
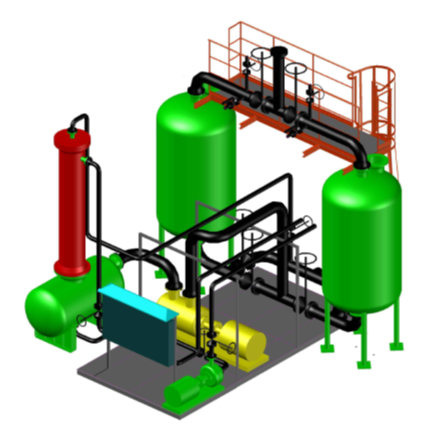
主要设备:
主要包含制冷机组、冷箱、吸附罐、真空泵、电气及控制系统等。
做好冷凝+吸附法的工艺至关重要的三个环节:
1)进口活性炭的吸附效率高,性质稳定,保证设备的长期稳定运行;
2)冷凝系统的换热效率高,充分利用冷量,真正做到节能减排的目标;
3)真空泵的脱附效果强,保证设备的循环使用效率。
为达到以上三点要求,在设备配置上,我们做了优化。
一、吸附罐
吸附罐主要用于填充吸附剂。以树脂+活性炭作为吸附剂,下层为树脂,上层为活性炭。树脂采用大孔吸附树脂,孔容大,对于烃类大分子的吸附作用尤为突出。在吸附过程中,油气先经过大孔吸附树脂,油气中的大分子先被吸附,这样进入后面活性炭床层的油气只含有极少量的烃类小分子,避免了单独使用活性炭时吸附孔径易堵塞的缺点,使原本在吸附过程中吸附寿命较短的活性炭使用寿命获得极大延长,降低运行和维护成本。同时,避免了大流量、高浓度油气直接进入活性炭床层导致高温升、炭化甚至着火的现象。这种设计,极大提高了活性炭使用寿命的同时,也确保了设备的安全可靠运行。
以高强度活性炭作为吸附剂。高强度活性炭是颗粒状的无定形碳,具有非极性表面,为疏水性和亲有机物吸附剂,具有性能稳定、抗腐蚀、吸附容量大、解吸容易、价格低廉等优点,经多次循环操作,仍可保持原有的吸附性能,是工业上常用的吸附剂。活性炭对油气良好的选择性吸附,可以使油气-空气得到很好的分离。
二、换热器
换热器采用板式换热器,混合气体从顶部进入,在散开的通道中轴向流动,冷凝液由底部排出,制冷剂从外围向中心流动。
板式冷凝器的主要优点是结构紧凑,单位体积提供的传热面积很大,传热效率高,流体在器内的流速大,污染物不易滞留。
三、真空泵
采用进口干式无油真空泵,可用于大气压下开始全速抽吸至压力为1Torr(1.2mbar a),而其真空可达0.01Torr(0.013mbar a)。该泵为螺杆式真空泵,结构紧凑,高效节能。采用螺杆变螺距设计,比传统干式无油真空泵节能达30%以上,排出的气体温度也更低。干式螺杆真空腔内完全无水无油,直通气路设计,干式真空无油真空泵可以处理含可凝性蒸汽的气体和含微小颗粒而不会残留在泵内的气体。
干式无油真空泵的主要特点:
◆ 低温、干式、无油无水的纯净系统运行,可大大减少污染。
◆ 无接触式压缩,可确保无磨损运行;
◆ 转子外表面及壳体内表面有多种涂层选项;
◆ 单级压缩设计,易于固体杂质排出;
◆ 对液体有一定的兼容性,适合抽取冷凝性气体及一定量的固体颗粒杂质;
◆ 允许就地使用氮气、蒸汽、溶剂等冲洗泵体;
◆ 操作使用方便,几乎免维护。
采用的干式真空泵具有以下优势:
1)环境友好:真空泵纯干式运行,无需工作液,没有污水污油排放,对环境零污染。
2)真空度高:真空可达到1mbar以下,不受外界条件的限值。
3)系统配置简单,操作灵活,适应各种工况要求,不同操作条件下可保证长周期可靠运行,运行成本低,基本零维护。
技术特点:
冷凝加吸附法集成技术油气回收装置,是兼顾经济性和实用性的更佳工艺路线,不但可以降低冷凝段的投资与运行费用,减少能耗,而且能保证尾气浓度达到或者低于国内排放标准。能缓解吸附床层温升效应,系统安全可靠,自动化程度高,具有十分明显的社会效益、环境效益和经济效益。
该装置的主要技术特点:
1)双通道冷箱
冷箱是冷凝法的核心所在,其关系着油气与冷媒能否充分换热,保证气态烃类有效液化。本项目采用双通道冷箱替代传统的单通道冷箱,即使处理高浓度、易结霜的有机气体,通过冷箱间通道的切换,仍能保证冷箱持续制冷,保证排放指标时时达标。
2)-75℃或-110℃复叠式制冷机组
根据有机废气中组分特性及排放要求,选择-75℃或-110℃高效冷冻机组,采用复叠式制冷技术,在保证持续低温的同时,尽可能的降低能耗。
复叠式制冷机通常由两个单独的制冷系统组成,分别称为高温级和低温级部分。高温部分使用中温制冷剂,低温部分使用低温制冷剂。高温部分系统中制冷剂的蒸发用来使低温部分系统中制冷剂冷凝,用一个冷凝蒸发器将两部分联系起来,它既是高温部分的蒸发器,又是低温部分的冷凝器。低温部分的制冷剂在蒸发器内向被冷却对象吸取热量(即制取冷量),并将此热量传给高温部分制冷剂,然后再将高温部分制冷剂热量传给冷却介质(水或空气)。
3)两级三罐吸附工艺
在吸附流程中本项目创新性的采用三台吸附罐组,通过阀门间的切换,实现两两串联,构成两级吸附系统,始终保持两台吸附系统处于吸附状态,为实现毫克级达标增添一道保障。
4)多层/多牌号活性炭装填
考虑到有机废气组分的复杂性,有针对性的选择不同的活性炭型号吸附特定的有机组分,实现有机废气中特征污染物的排放达标。
5)真空解吸和氮气吹扫解吸集成工艺
目前,常规的吸附罐解吸附方式为真空解吸,真空解吸流程简单,操作方便,但是真空解吸并不是对所有的被吸附组分都能很好的解吸,有鉴于此,在流程中设置了热氮气吹扫解吸系统,保证对吸附罐中的所有被吸附组分充分解吸。
6)三相分离器的设置
在流程中创新性的采用了三相分离器装置将冷凝系统和吸附系统进行耦合,实现冷凝和吸附“无缝对接”,保证的机组的整体效率。
7)安全完善的过程接口设计
本项目着眼于油气治理的集输接口设计,尤其是对装卸车密闭收集系统、储罐顶压力平衡系统、码头船岸界面安全系统的设计,保证储运过程中无油气逸散。
应用范围:
汽油、石脑油、煤油、柴油、蒽油、抽提油、苯、甲苯、二甲苯等的回收及排放指标控制。
· 吸收+吸附集成油气回收及排放控制技术